


Qu'est-ce qu'une surface de face de bride ?
La surface de face de bride est la zone où l'élément d'étanchéité (joint) est installé. Les conceptions de surface de face de bride les plus courantes sont lisses et striées. Les surfaces de bride à face plate (FF) et les surfaces de bride à face surélevée (RF) nécessitent des stries si elles sont construites selon les normes de l'industrie.
Lisse ou Striée
Les faces de surface de bride peuvent être classées comme lisses (également appelées 'plates' ou 'simples') ou striées. Les faces lisses apparaissent visuellement 'lisses' et n'ont aucune marque d'outil visible. Les faces striées présentent certaines marques d'outil sur la face de bride.
Surfaces de Face de Bride
Indépendamment de la surface de face de bride utilisée, l'assemblage de bride doit être accouplé et serré au couple requis pour sceller correctement.
Les brides de systèmes à haute température et haute pression utilisent une surface d'étanchéité striée, ou un joint métallique. Les brides de systèmes à basse température et basse pression peuvent utiliser une surface de face de bride lisse et des joints souples.
Appréciez-vous cet article jusqu'à présent ? Alors n'oubliez pas de consulter notre Cours Vidéo sur les Fondamentaux des Brides. Le cours comprend plus de cinq heures de contenu vidéo, un manuel illustré en couleur de 52 pages (cet article est un extrait du manuel), un quiz, et vous recevrez un certificat de réussite à la fin du cours. Profitez-en !
Finition de Surface
La 'finition' d'une surface de face de bride représente les propriétés finales de la surface d'étanchéité d'une bride. Une face de bride peut être lisse ou striée, mais des étapes d'usinage supplémentaires peuvent être prises pour définir plus précisément la finition exacte de chaque type de surface. Par exemple, une surface de bride peut être lisse, mais à quel point lisse ? Une surface de bride striée a des stries, mais quelle est la profondeur, le nombre, et la géométrie de ces stries ? Ces propriétés, et la valeur de rugosité acceptable, déterminent la finition d'une surface de bride.
Finition des Surfaces de Brides Lisses
Les surfaces de brides lisses semblent être plates et sans caractéristiques lorsqu'elles sont inspectées visuellement. Pour les brides à face plate, la surface de bride lisse s'étend sur toute la face de la bride. La douceur de la surface dépend de la quantité d'usinage que la face de bride a reçue. Les joints métalliques/durs doivent être accouplés avec des surfaces finies lisses sinon un joint sera difficile à obtenir.
Contrairement à la croyance populaire, une surface plus lisse ne signifie pas nécessairement un joint plus facile et plus fiable. L'intégrité du joint est déterminée par de nombreux facteurs, y compris -mais pas seulement-:
- Matériau d'étanchéité du joint.
- Conception du joint.
- Matériau de construction de la bride.
- Conditions de service (température, pression, etc.).
- Suivi de la procédure de boulonnage correcte.
Surfaces de Brides Striées
Les surfaces de brides striées se composent de rainures circulaires concentriques, ou d'une rainure spirale continue (également connue sous le nom de 'phonographique') usinée sur la surface d'étanchéité de la bride. Les surfaces de brides striées utilisent des joints non métalliques (souples) et semi-métalliques.
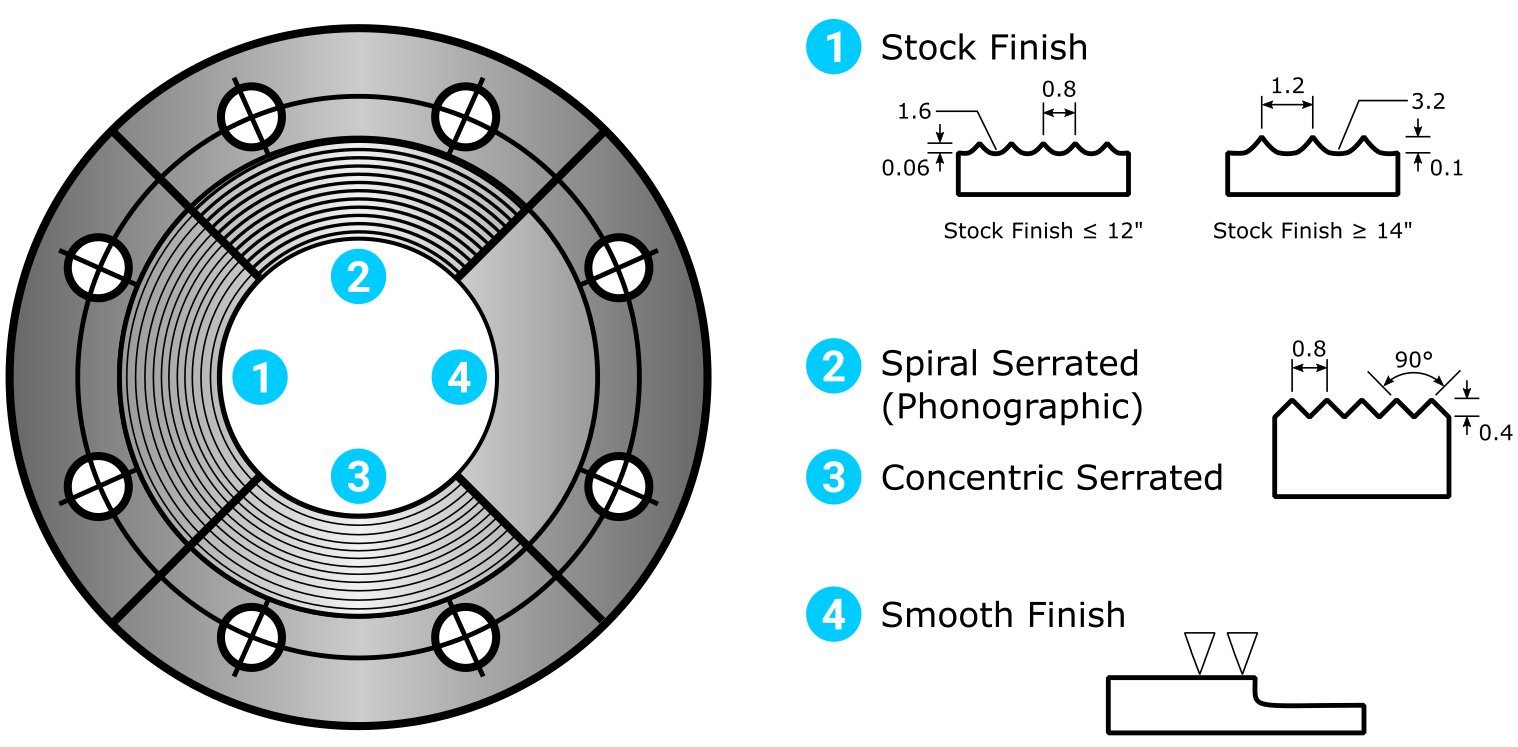
L'image ci-dessous montre les deux types de stries. La strie spirale dans l'image est exagérée car il est parfois difficile de voir la forme spirale sur une bride réelle, en raison de la proximité des stries.

Stries Concentriques (gauche) et Spirales (droite)
La profondeur de chaque rainure, le nombre de rainures par centimètre (ou rainures par pouce), et la rugosité de la surface, sont définis par des normes publiées. Par exemple, la norme ASME B16.5 spécifie des stries de 1/64 pouce (0,4 mm) de profondeur avec 32 stries par pouce (12,5 stries par centimètre) pour les surfaces de bride striées en spirale et striées concentriques.
Les stries offrent plus de résistance lors de l'accouplement avec des joints, ce qui conduit finalement à une probabilité de fuite plus faible car la probabilité de déplacement du joint (désétanchéité) est réduite ; cela est vrai même lorsque moins de pression d'étanchéité (couple de boulonnage) est appliquée.
Le nombre de stries et la profondeur des stries déterminent la quantité de force de compression nécessaire pour obtenir un joint. Un grand nombre de stries peu profondes donnerait effectivement une surface de bride qui ressemble à une surface de bride lisse. Moins de stries, avec des rainures plus profondes, a l'effet opposé
Les brides à face plate et les brides à face surélevée nécessitent généralement des stries pour se conformer à une norme donnée, mais l'application des normes dépend de l'industrie et de l'application. Certaines industries n'utilisent pas de normes car le résultat d'une défaillance de bride est de peu de préoccupation monétaire, ou la défaillance de bride ne pose que peu ou pas de préoccupations en matière de santé et de sécurité. Ces industries exploitent généralement des systèmes à faible débit, basse pression, et basse température, qui ne transportent pas de substances nocives (toxiques, poisons, hautement corrosives, etc.).
Brides à Rainures Circulaires Concentriques
Les surfaces à rainures circulaires concentriques sont caractérisées par des stries circulaires qui augmentent progressivement en diamètre à mesure qu'elles se déplacent du diamètre interne de la bride au diamètre externe. Les stries sont coupées dans la surface à l'aide d'un outil de coupe avec une pointe d'outil en forme de V à 90 degrés et une profondeur de coupe de 0,4 mm ; l'outil de coupe donne à la strie sa géométrie.
.png)
Géométrie, Profondeur et Longueur des Stries
Brides à Rainures Spirales
Les surfaces à rainures spirales peuvent être classées comme 'finition stock' ou 'striées en spirale', mais la différence entre les deux est uniquement la géométrie des stries. Les brides striées en spirale ont des stries de géométrie en forme de V à 90 degrés. Les brides de finition stock ont une géométrie de strie beaucoup plus faible car les stries sont réalisées par un outil de coupe à nez rond.
Le type de surface de bride le plus courant utilisé aujourd'hui est le type de finition stock en raison de sa facilité de fabrication et de sa convenance pour une large gamme d'applications.
Les stries à rainures spirales ne sont pas utilisées avec des systèmes qui transportent des fluides à faible viscosité (basse densité) car la probabilité de fuite est élevée. Le risque de fuite est élevé car le flux de joint doit s'étendre jusqu'à la base/creux de la strie, l'échec de le faire permettra à un fluide de fuir à travers le canal en spirale jusqu'à atteindre le diamètre extérieur du joint, et donc l'environnement ambiant.
Rugosité et Finition de Surface
Pour qu'un joint scelle correctement, la face d'étanchéité de la bride d'accouplement, et la face d'étanchéité de la bride compagnon, doivent avoir des surfaces appropriées. Les surfaces appropriées sont définies par leur valeur de rugosité.
La valeur de rugosité de la surface d'une face de bride définit sa finition de surface.
La finition de surface est importante car elle ne doit pas seulement aider à créer un bon joint, mais elle doit aussi aider à maintenir le joint. Elle le fait en créant une friction entre le joint et les faces d'étanchéité, ce qui aide le joint à maintenir sa position d'étanchéité correcte.
Une 'finition à l'eau froide' est une finition de surface très lisse (semble avoir presque une propriété de miroir). Les surfaces finies à l'eau froide ne sont généralement pas destinées à s'accoupler avec des joints, elles s'accouplent directement sur une autre surface finie à l'eau froide ; ce type de surface est coûteux et facilement endommagé.
Moyenne de Rugosité (Ra)
La rugosité d'une face de bride est mesurée par la Moyenne de Rugosité (Ra). Les unités de Ra sont micro pouces (µin), ou micromètres (µm). La rugosité est calculée en utilisant la Hauteur Moyenne Arithmétique de Rugosité (AARH), ou les calculs de Racine Carrée Moyenne (rms). Les deux AARH et rms donnent à peu près le même résultat, et les deux termes sont souvent utilisés de manière interchangeable.
Valeurs de Rugosité Appropriées
Les normes industrielles dictent les valeurs de rugosité appropriées, ce qui suit est tiré de la norme ASME B16.5:
|
Types de Surface |
Valeur de Rugosité Maximale |
|
Brides à joint de type anneau (et joints durs) |
63 µin AARH (1,6 µm AARH) |
|
Joints spiralés. |
125 à 250 µin AARH (3,2 à 6,3 µm AARH) |
|
Joints souples. |
250 à 500 µin AARH (6,3 à 12,6 µm AARH) |
|
Langue et rainure, et petit mâle et femelle |
125 µ.in. ou 3.2 µ.m AARH |
Tableau des Joints Courants et des Valeurs de Rugosité Acceptables
Notez que la valeur de rugosité de surface de bride appropriée augmente à mesure que le matériau du joint s'assouplit. Ainsi, on peut en déduire qu'un joint plus souple peut sceller plus efficacement sur une surface rugueuse qu'un joint dur. Cela est logique car les joints plus durs nécessitent plus d'énergie de compression pour se déformer et sceller, que les joints plus souples.
Les valeurs de rugosité sont généralement indiquées sur la bride, par exemple, une valeur de rugosité abrégée peut être indiquée comme '125-250 AARH' ou '3,2 à 6,3 AARH'.
Types de Brides, Faces et Surfaces - Expliqués !
Cette vidéo fait partie de notre Cours Vidéo sur les Fondamentaux des Brides
Ressources Supplémentaires
http://www.wermac.org/flanges/flanges_raised-face_flat-face_ring-type-joint.html
https://www.kamleshmetal.com/flanges-faces-types.html
https://www.theprocesspiping.com/introduction-to-flanges